Zavarivanje trenjem
ZAVARIVANJE TREĆEM
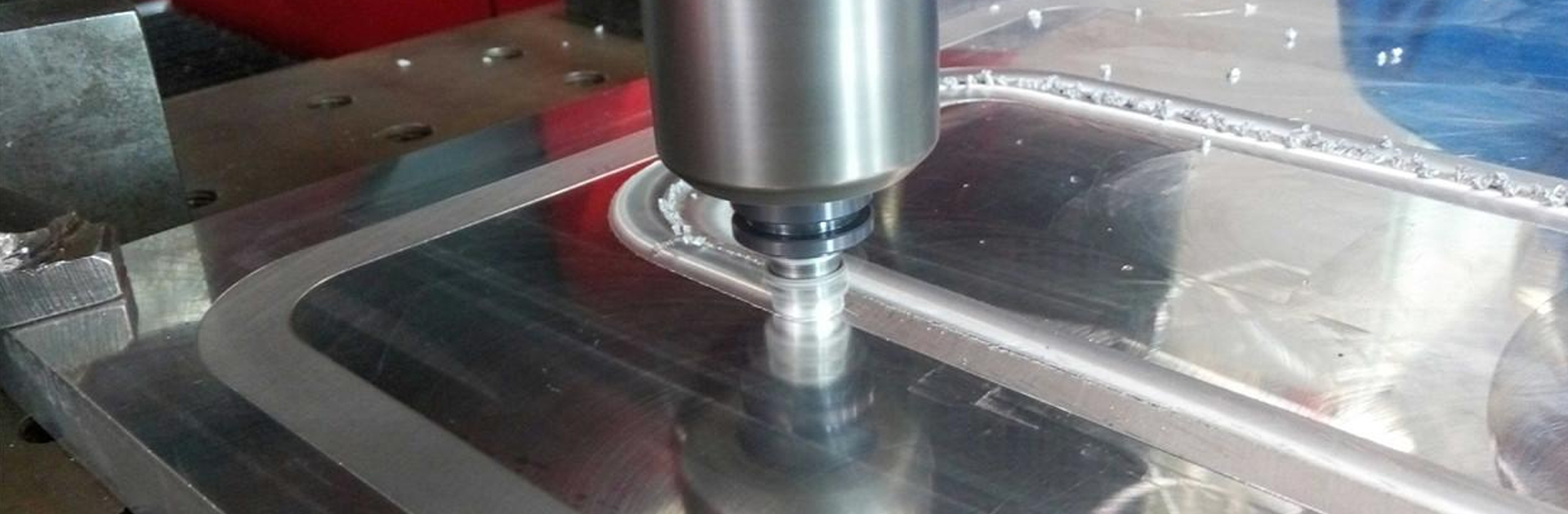
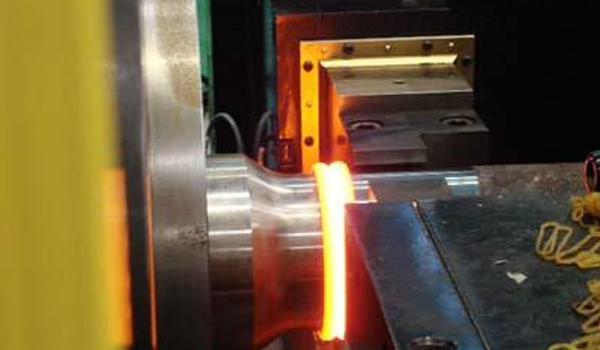
Zavarivanje trenjem odnosi se na postupak zavarivanja korištenjem topline koja nastaje trenjem kontaktne površine obratka kao izvora topline da bi se radni predmet pod pritiskom pretvorio u plastičnu deformaciju.
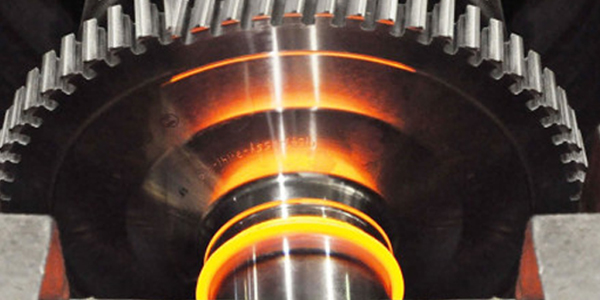
Pod djelovanjem tlaka, pod djelovanjem konstantnog ili inkrementalnog tlaka i zakretnog momenta, relativno kretanje između čeličnih površina za zavarivanje stvara toplinu trenja i toplinu plastične deformacije na površini trenja i njezinoj blizini, tako da temperatura njegove blizine raste do Raspon temperature blizu, ali općenito niži od točke taljenja, smanjuje se otpornost materijala na deformacije, poboljšava se plastičnost i oksidni film na granici sloma. Pod djelovanjem pritiska koji uništava, plastična deformacija i protok materijala popraćeni su molekularnom difuzijom i prekristalizacijom na granici. Čvrsta metoda zavarivanja za ostvarenje zavarivanja.
Minghe nudi cjelovita rješenja za zavarivanje trenjem za širok spektar aplikacija za lijevanje tla - s velikim portfeljem strojeva i dodatnom podrškom u rasponu od inženjeringa do servisa. Kao svjetski lider u proizvodnji lijevanih ulagača, ponosimo se time što nudimo samo najbolje usluge na tržištu. Naša strast za izvanrednom korisničkom uslugom vodi nas do izvrsnosti. Da biste saznali više o našim uslugama ili razgovarali o mogućnostima za vaš sljedeći projekt, obratite se timu danas.
Bit zavarivanja trenjem
Uobičajeno je da se metalne površine mehaničkih dijelova lijepe i zavaruju zbog trenja. U procesu rezanja metala i velike brzine vrtnje stroja često se utvrdi da su površine dvaju metalnih dijelova zavarene međusobno zbog trenja i topline. Na primjer: tijekom okretanja na alatu za okretanje stvara se izgrađeni rub; tijekom bušenja svrdlo i obradak često su povezani zajedno; klizni ležaj je zaglavljen zbog izgaranja osovine. Naravno, ove su situacije uvijek bile nesreće koje ljudi nastoje izbjeći. Analizirani kao fenomen zavarivanja, njihov postupak nije savršen, a kvaliteta zavarivanja nije idealna.
Međutim, kroz analizu ovih pojava lijepljenja i zavarivanja korisno je razumjeti bit zavarivanja trenjem.
Trenje uništava oksidni film na metalnoj površini. Stvaranje topline trenjem smanjuje čvrstoću metala, ali povećava njegovu plastičnost. Metal na površini trenja proizvodi plastičnu deformaciju i protok, koji sprječava oksidaciju metala, potiče međusobnu difuziju atoma metala za zavarivanje i tvori snažni zavareni spoj. To je bit zavarivanja trenjem.
Značajke zavarivanja trenjem
Zašto se zavarivanje trenjem vrlo brzo razvija kod kuće i u inozemstvu, a njegova je primjena vrlo široka, to je zato što ima niz prednosti. Te prednosti uključuju sljedeće aspekte:
1. Kvaliteta zavarivanja spoja je dobra i stabilna
Stopa otpada aluminijskih bakrenih prijelaznih spojeva proizvedenih zavarivanjem trenjem pri niskim temperaturama u mojoj je zemlji manja od 0.01%; tvornica kotlova koristi zavarivanje trenjem umjesto zavarivanja bljeskom za proizvodnju zavojnica ekonomajzera, a stopa otpada za zavarivanje smanjena je s 10% na 0.001%. Zapadna Njemačka koristi zavarivanje trenjem umjesto zavarivanja bljeskalicom za proizvodnju ispušnih ventila automobila, a stopa odbijanja zavarivanja pala je s 1.4% na 0.04 ~ 0.01%. Iz gornjih primjera može se vidjeti da je stopa otpada zavarivanjem trenjem vrlo niska, oko 1% od opće metode zavarivanja.
2. Pogodno za zavarivanje različitih čelika i različitih metala.
Zavarivanjem trenjem mogu se zavariti ne samo obični različiti čelici, već i različiti čelici i različiti metali s vrlo različitim mehaničkim i fizikalnim svojstvima na sobnoj temperaturi i visokoj temperaturi, kao što je ugljični konstrukcijski čelik - brzi alatni čelik; bakar - nehrđajući čelik. Osim toga, može zavariti i različite metale koji proizvode lomljive legure, poput aluminija-bakra, aluminija-čelika itd.
3. Visoka preciznost veličine zavarivanja
Za komoru za prethodno izgaranje dizelskog motora proizvedenu zavarivanjem trenjem, maksimalna pogreška ukupne duljine iznosi ± 0.1 mm. Neki posebni aparati za zavarivanje trenjem mogu osigurati da duljina tolerancije zavara iznosi 0.2 mm, a ekscentričnost manja od 0.2 mm. Stoga se zavarivanje trenjem ne koristi samo za zavarivanje praznih mjesta, već i za zavarivanje sklopljenih proizvoda.
4. Aparat za zavarivanje ima malu uštedu energije i energije.
U usporedbi s zavarivanjem trenjem i zavarivanjem bljeskalicom, ušteda energije je oko 80 ~ 90%.
5. Svojstva zaštite okoliša zavarivanjem trenjem
Mjesto rada zavarivanjem trenjem higijensko je, bez iskrenja, lukova i štetnih plinova, što pogoduje zaštiti okoliša i prikladno je za upotrebu u automatskim proizvodnim linijama s drugim naprednim metodama obrade metala