Lijevanje pod niskim tlakom
Što je lijevanje niskim tlakom
Lijevanje pod niskim tlakom znači da je kalup obično postavljen iznad zatvorenog lonca, a komprimirani zrak uvodi se u lonac da uzrokuje nizak tlak (0.06 ~ 0.15MPa) na površini rastaljenog metala, tako da se rastaljeni metal diže iz usponska cijev za punjenje kalupa i upravljanje Očvrsnula metoda lijevanja. Ova metoda lijevanja ima dobro hranjenje i kompaktnu strukturu. Lako je lijevati velike i tankozidne složene odljevke bez uspona, a stopa povrata metala može doseći 95%. Nema zagađenja, automatizacija je jednostavna za realizaciju. Međutim, troškovi opreme su visoki, a učinkovitost proizvodnje niska. Obično se koristi za lijevanje legura obojenih metala.
Niskotlačno lijevanje je metoda lijevanja u kojoj se tekuća legura utiskuje u šupljinu kalupa odozdo prema gore pod pritiskom i skrućuje pod pritiskom da bi se dobili odljevci. Zatvorena posuda puni se suhim komprimiranim zrakom ili inertnim plinom. Uz pomoć pritiska koji djeluje na površinu rastaljenog metala, rastaljeni metal glatko ispunjava kalup duž cijevi uspona odozdo prema gore kroz klizač. Tlak punjenja je obično 20 60 XNUMXkPa. Kad se odljevak potpuno skrutne, oslobađa se pritisak plina na površini tekućine, tako da se ne skrutnuti rastopljeni metal u cijevi uspona i vodilici ulijeva u lončić vlastitom težinom, zatim se kalup otvara i odljev se izvaditi.
Proizvodni postupak lijevanja pod niskim tlakom uključuje sljedeća četiri osnovna postupka:
- - Topljenje metala i priprema kalupa ili kalupa za lijevanje.
- - Pripreme prije lijevanja: uključujući brtvljenje lonca (postavljanje brtvenog poklopca), uklanjanje troske u cijevi uspona, mjerenje razine tekućine, ispitivanje brtvljenja, podudaranje kalupa, stezanje kalupa ili kalupa itd.
- - Izlijevanje: uključujući podizanje tekućine, punjenje, stlačivanje, skrućivanje, rasterećenje i hlađenje itd.
- - Demoulding: uključujući labavo oblikovanje i izlijevanje.
Primjena lijevanja pod niskim tlakom
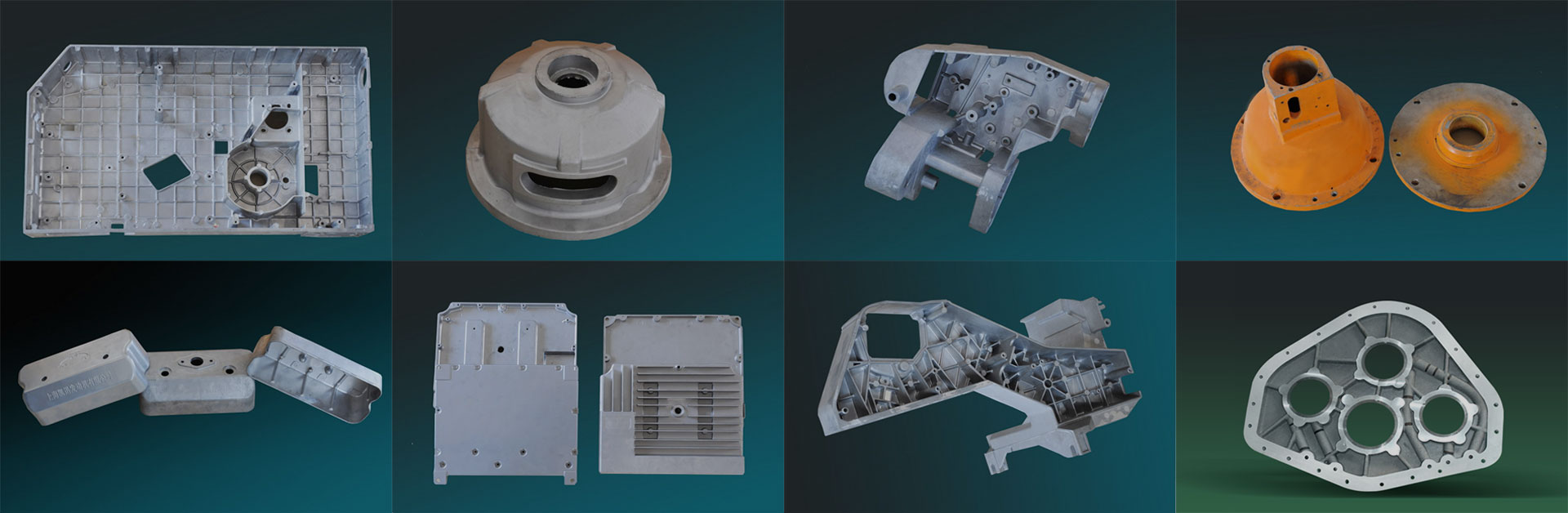
Lijevanje pod niskim tlakom najranija je tehnologija gravitacijskog lijevanja, a u industrijskoj se proizvodnji koristi od 1940-ih. Lijevanje pod niskim tlakom obično je lijevanje pod tlakom, a dijelovi bez naprezanja mogu se koristiti ovim postupkom. Danas se lijevanje pod niskim tlakom uglavnom koristi za proizvodnju dijelova od aluminijske legure i legure magnezija, poput automobilskih kotača u automobilskoj industriji, blokova cilindara, glava cilindra, klipova, raketnih granata, impelera, kotača za vođenje vjetra i drugih odljevaka složenih oblika i oblika. visoki zahtjevi kvalitete u automobilskoj industriji. Kada se lijevanje pod niskim tlakom koristi za proizvodnju lijevanog čelika, kao što su kotači od lijevanog čelika, cijev uspona mora biti izrađena od posebnih vatrostalnih materijala. Lijevanje pod niskim tlakom može se primijeniti i na male odljevke od bakrenih legura, kao što su cijevni priključci, slavine za slavine u kupaonicama itd. Tehnologija je industrijalizirana u inozemstvu.

Značajke lijevanja pod niskim tlakom
Za lijevanje pod niskim tlakom može se koristiti pijesak, metal, grafit itd. Postupak punjenja razlikuje se od gravitacijskog lijevanja poput lijevanja metala i pijeska, a razlikuje se i od tlačnog lijevanja visokim tlakom i punjenjem velikom brzinom. Ima sljedeće prednosti:
- - Punjenje čistim rastaljenim metalom poboljšava čistoću odljevaka. Budući da rastopljena troska uglavnom pluta na površini rastopljenog metala, odljevak pod niskim tlakom puni se rastopljenim metalom u donjem dijelu lonca kroz cijev uspona, što u potpunosti izbjegava mogućnost ulaska rastaljene troske u šupljinu kalupa .
- - Punjenje tekućim metalom stabilno je, smanjujući ili izbjegavajući vrcanje, udaranje i prskanje tekućeg metala tijekom punjenja, čime se smanjuje stvaranje oksidirane troske.
- - Lijevanje ima dobru sposobnost oblikovanja. Rastopljeni metal puni se pod pritiskom, što može poboljšati fluidnost rastaljenog metala, što pogoduje stvaranju odljevaka bistrih kontura i glatkih površina, a korisnije je za stvaranje velikih odljevaka sa tankim zidovima.
- - Lijevanje se kristalizira i učvršćuje pod pritiskom, koji se može potpuno nahraniti, a struktura odljevka je gusta.
- - Poboljšati prinos rastopljenog metala. U normalnim okolnostima nema potrebe za usponom, a nekondenzirani metal u cijevi uspona može se refluksirati u lončić za ponovljenu upotrebu, što uvelike poboljšava prinos rastaljenog metala. Općenito do 90%,
- - praktična proizvodnja i rad, dobri uvjeti rada, visoka učinkovitost proizvodnje, mehanizacija i automatizacija koja se lako realizira,
- - Lijevanje pod niskim tlakom također ima neke nedostatke, ulaganje u opremu i plijesan relativno je veliko; u proizvodnji odljevaka od aluminijskih legura, lončić i cijev za uspon dulje su vrijeme u kontaktu s rastaljenim metalom, koji je osjetljiv na koroziju i otpad, što će također dovesti do rastaljenja željeza i pogoršanja performansi.
Različite vrste scenarija proizvodnje lijevanja pod niskim tlakom
Minghe se uvijek pridržava zahtjeva kupaca i standarda usluge tvrtke. U bilo kojoj vezi dizajna kalupa, sklapanja kalupa, otklanjanja pogrešaka u kalupu, probne izrade kalupa, postupka lijevanja itd., Postoje namjenski inženjeri koji će vas držati na telefonu;

| Trgovina odljevcima niskog pritiska 1 ▶ |

| Trgovina odljevcima niskog pritiska 2 ▶ |

| Trgovina odljevcima niskog pritiska 3 ▶ |

| Trgovina odljevcima niskog pritiska 4▶ |

| Trgovina odljevcima niskog pritiska 5▶ |

| Višenamjenski stroj za bušenje i točenje▶ |

| Oprema za kaljenje od aluminijske legure ▶ |

| De-gate hidraulična preša▶ |

| Peć▶ |

| Stroj za izlijevanje niskog tlaka sa jezgrom▶ |

| Stroj za izlijevanje pod niskim pritiskom▶ |

| Tijelo proizvoda i prijenosnika za lijevanje pod niskim tlakom▶ |
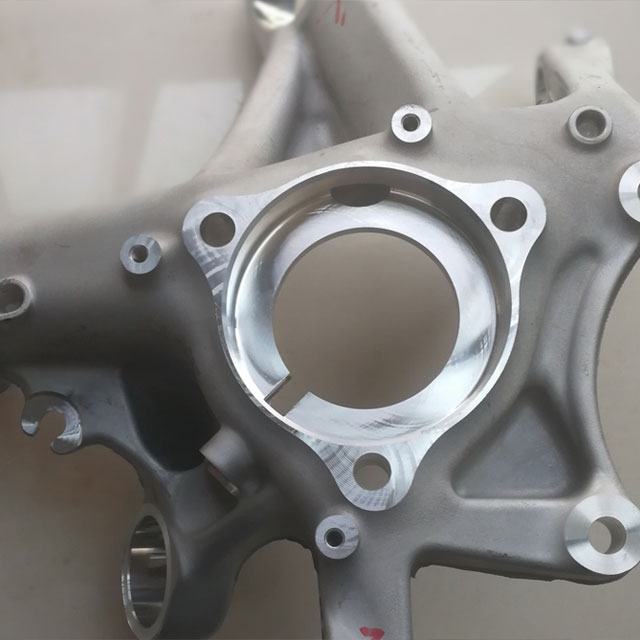
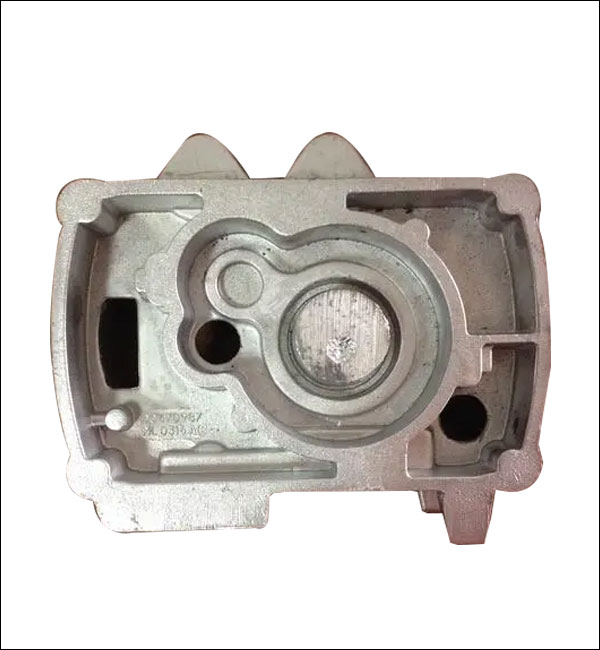
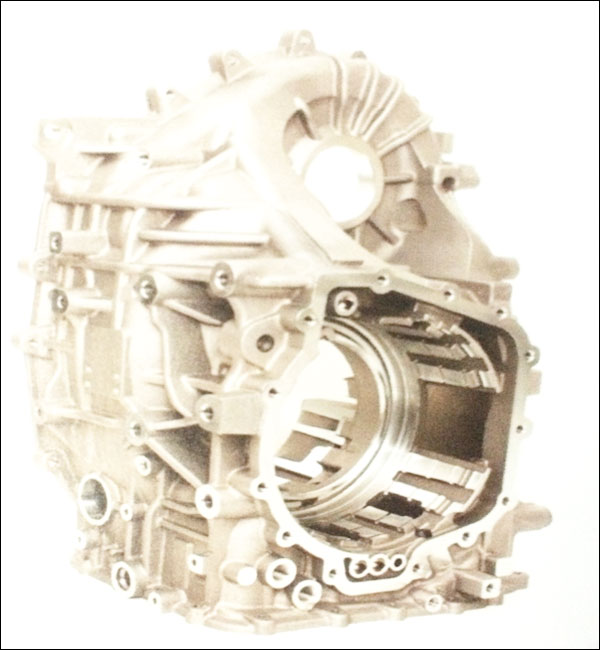
Studije slučaja Minghe za lijevanje pod niskim tlakom
Usluge izrade odljevaka Minghe dostupne su kako za dizajn, tako i za stvarne i za velike do velike količine dijelova za lijevanje tla, dijelova za lijevanje pijeskom, dijelova za lijevanje ulaganja, dijelova za lijevanje metala, dijelova za lijevanje izgubljene pjene i još mnogo toga.










Idite na Pregled dodatnih studija slučajeva lijevanja dijelova >>>
Odaberite najboljeg dobavljača za lijevanje niskog tlaka
Trenutno se naši dijelovi za lijevanje pod niskim tlakom izvoze u Ameriku, Kanadu, Australiju, Ujedinjeno Kraljevstvo, Njemačku, Francusku, Južnu Afriku i mnoge druge zemlje širom svijeta. Mi smo registrirani za ISO9001-2015, a također ih certificira SGS.
Naša prilagođena usluga izrade odljevaka pod niskim tlakom pruža izdržljive i povoljne odljevke koji udovoljavaju vašim specifikacijama za automobilsku, medicinsku, zrakoplovnu, elektroničku, prehrambenu, građevinsku, sigurnosnu, pomorsku i više industrija. Brzo pošaljite svoj upit ili pošaljite svoje crteže kako biste u najkraćem roku dobili besplatnu ponudu. Kontaktirajte nas ili pošaljite e-poštu prodaja@hmminghe.com kako biste vidjeli kako naši ljudi, oprema i alati mogu donijeti najbolju kvalitetu po najboljoj cijeni za vaš projekt lijevanja pod niskim pritiskom.
Pružamo usluge lijevanja uključuju:
Usluge lijevanja Minghe koje rade s lijevanjem pijeskom, lijevanjem metala, lijevanjem ulaganja, lijevanjem izgubljene pjene i još mnogo toga.
Lijevanje pijeska
Lijevanje pijeska je tradicionalni postupak lijevanja koji koristi pijesak kao glavni materijal za modeliranje izrade kalupa. Gravitacijsko lijevanje obično se koristi za kalupe za pijesak, a lijevanje pod niskim tlakom, centrifugalno lijevanje i drugi postupci također se mogu koristiti kada postoje posebni zahtjevi. Lijevanje pijeskom ima široku paletu prilagodljivosti, mogu se koristiti mali komadi, veliki komadi, jednostavni komadi, složeni komadi, pojedinačni komadi i velike količine.
Trajno lijevanje kalupa
Trajno lijevanje kalupa imaju dug životni vijek i visoku učinkovitost proizvodnje, ne samo da imaju dobru dimenzijsku preciznost i glatku površinu, već imaju i veću čvrstoću od odljevaka od pijeska i manja je vjerojatnost da će se oštetiti kada se izlije isti otopljeni metal. Stoga je u masovnoj proizvodnji odljevaka od srednjih i malih obojenih metala, sve dok talište odljevnog materijala nije previsoko, lijevanje metala uglavnom poželjno.

Casting za ulaganje
Najveća prednost ulaganje u investiciju je to što investicijski odljevci imaju visoku dimenzijsku točnost i površinsku završnu obradu, mogu smanjiti obradni rad, ali ostavljaju malo dodatka za obradu na dijelovima s većim zahtjevima. Vidljivo je da upotreba metode lijevanja ulaganjem može uštedjeti puno opreme alatnih strojeva i radne sate obrade, te uvelike uštedjeti metalne sirovine.
Casting za izgubljenu pjenu
Izgubljeno lijevanje pjenom je kombiniranje modela parafinskog voska ili pjene sličnih veličini i obliku lijevanja u grozdove modela. Nakon četkanja i sušenja vatrostalnih premaza, zakopaju se u suhi kvarcni pijesak za modeliranje vibracija i sipaju pod negativnim tlakom kako bi se model uplinio. , Tekući metal zauzima položaj modela i stvara novu metodu lijevanja nakon skrućivanja i hlađenja.

Die Casting
Lijevanje tla je postupak lijevanja metala, koji se karakterizira primjenom visokog pritiska na rastaljeni metal pomoću šupljine kalupa. Kalupi su obično izrađeni od legura veće čvrstoće, a ovaj je postupak donekle sličan brizganju. Većina odljevaka bez kalupa su bez željeza, kao što su cink, bakar, aluminij, magnezij, olovo, kositar i legure olova i kositra i njihove legure. Minghe je bio vrh Kine usluga lijevanja tlakom budući 1995.
Centrifugalno lijevanje
Centrifugalno lijevanje je tehnika i metoda ubrizgavanja tekućeg metala u rotirajući kalup velike brzine, tako da se tekući metal centrifugalno pokreće kako bi napunio kalup i oblikovao odljevak. Zbog centrifugalnog kretanja, tekući metal može dobro napuniti kalup u radijalnom smjeru i oblikovati slobodnu površinu odljevka; utječe na proces kristalizacije metala, poboljšavajući time mehanička i fizička svojstva odljevka.

Lijevanje pod niskim tlakom
Lijevanje pod niskim tlakom znači da je kalup obično postavljen iznad zapečaćenog lonca, a komprimirani zrak uvodi se u lonac da uzrokuje nizak tlak (0.06 ~ 0.15MPa) na površini rastaljenog metala, tako da se rastaljeni metal podiže iz cijevi uspona do napunite kalup i kontrolirajte očvrsnuti način lijevanja. Ova metoda lijevanja ima dobro hranjenje i gustu strukturu, lako se lijevaju složeni odljevci od tankih zidova, bez uspona i stopom oporavka metala od 95%. Nema zagađenja, automatizacija je jednostavna za realizaciju.